
How Overhead & Floor Conveyors Help Automotive Production

To meet your production targets conveyor systems are highly important. Overhead and floor conveyors increase productivity, support steady workflow, and maximise your workspace. They are required in automotive production lines as they help avoid using manual labour. Therefore, they help maximise work efficiency.
Let’s have a look at what types of overhead and floor conveyors can be helpful in the automotive industry.
Overhead Conveyors
The advantage of these conveyors is that they allow components to be safely carried above the working area.
Using overhead conveyors, you’ll save and make full use of available space as workstations can be placed above one another. Therefore, it’s a great option for smaller workspaces. In addition, overhead conveyors can significantly speed up production time as components will be moved over shorter distances.
The types of overhead conveyors used in automotive production are following:
Closed Track Power and Free Conveyors
Closed track power and free conveyors have the chain and drive wheels in the steel track. They are a marvellous choice for those requiring space as they can be used in an inverted position. So, you can safely move your components from one place to another regardless of the track looping 180 degrees. They won’t flip over.
Close-track conveyors are perfect for spray booths as they offer overspray protection to the moving parts. The paint dries without chipping off and damaging other paintworks.
The power and free system means that you can stop any individual item while others still moving along the track which is, admittedly, extremely handy.
Open Track Monorail or I-beam conveyors
Open track monorail or I-beam conveyor systems are cost-effective. They neither allow inverted transportations of the components nor power and free operation, but they can’t be more suitable for moving heavier parts or even items like complete vehicles.
Twin Trolley System Conveyor
The twin trolley conveyor can use both open and closed track systems as it runs on two synchronised tracks. It’s more versatile and easier to upgrade if needed.
Vertical Adjusting Conveyor
Vertical adjusting conveyor works with single or monorail systems. It can be adjusted to different heights, so it eliminates more manual work of climbing to different levels.
Floor Conveyor Systems
Same as overhead conveyors floor conveyor systems help save lots of time and floor space. Instead of moving a vehicle by a forklift, it can be easily loaded on a floor conveyor. Here are some types of floor conveyors:
Belt Conveyor System
The Belt conveyor system uses a single belt travelling in a continuous loop. It provides excellent stability for precision work on a moving component.
Slat Conveyor System
The Slat conveyor system consists of two chain or belt-driven rails with slats placed across them. This delivers increased versatility and chain-driven slats can move through wet areas like dipping troughs and heated areas like paint baking ovens.
Skillet System
A Skillet system is to go for if you need a moving working station where both the vehicle and the technician can be on a belt conveyor. It can be adjusted to different heights to perform tasks in different areas of the vehicle.
Thus, there are plenty of overhead and floor conveyor systems to choose from to make your work process as efficient as possible. This versatility enables us to create a custom-designed system of conveyors depending on the workplace’s needs and requirements.
To find out more about conveyor systems, contact us to get the best expertise and service to meet your needs.


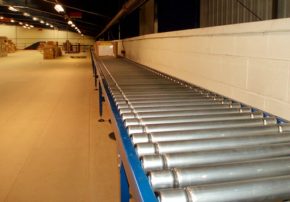
Gravity Rollers or Powered Roller Conveyors. Which to Choose?

Roller conveyors mean a series of rollers within a frame modelled to the required size to avoid manual work such as heavy load lifting or repetitive lifting & carrying as they can cause injuries. In this article, we’ll talk about two main types of roller conveyors: gravity rollers and powered roller conveyors.
Gravity Roller Conveyors
Gravity Roller Conveyors are a great option for any industry because they are the most economical method of moving unit loads around. Products roll under gravity by pushing along or with the help of a decline. So, there is no need for a drive motor to supply the motive power.
Gravity Roller Conveyors are usually positioned on a slight decline angle. Therefore, gravity assists in moving products for short or long distances to their destination.
Benefits of Gravity Roller Conveyors
- They hardly require any maintenance as their functions are very simple
- Gravity Roller Conveyors can be easily fixed or replaced without big financial spends
- They have a versatile design and can be reconstructed according to your parameters
- Gravity Roller Conveyors come in different materials
- They don’t require power, so they are environmentally friendly and don’t make a noise
Powered Roller Conveyors
Powered Roller Conveyors are an excellent choice if you need controlled speed to transport products without any human assistance. This type of conveyor also works best for long distances.
They include a few different kinds based on the products, applications, and principles of the entire conveyor system. They perfectly cope with very heavy weights and deliver packages to their destinations in no time.
Benefits of Powered Roller Conveyors
- They help warehouse work & processes proceed quicker
- Easy to control so there is less risk for damage or injury
- They can be easily matched with other conveyors for more efficiency
- Powered Roller Conveyors can be used to sort products into destination lanes through barcodes or other scanners
- They have different work functions and can be programmed to route different products
Gravity rollers and powered roller conveyors are both great types of roller conveyors. Both are highly functional and will be extremely helpful in the workplace. Contact us today and we’ll help you choose a roller conveyor that will meet your needs and help your business.

A Guide On How To Use A Conveyor Safely

Safety is crucial when it comes to working with a conveyor. Without training and guided practice, accidents and injuries can easily happen. However, you can avoid them by following these simple rules.
6 Rules to Operate a Conveyor Safely
Good Training
Good training is always needed regardless of whether you are experienced or a novice. It’s extremely important to know how the conveyor works to avoid injuries to yourself and others. Even when you’re confident in your knowledge, it’s still a good idea to refresh your memory. Health and safety rules change all the time and it’s important to keep up to date with them.
Moreover, you should be aware of what to do in case of an emergency.
Wear Your Safety Kit
Don’t forget to wear your safety kit anytime you’re working with a conveyor. Personal Protective Equipment (PPE) exists for a reason! For a direct conveyor task, it’s required to wear a hard hat, safety shoes, and ear defenders. Also, if you work with hazardous items make sure that you wear good-quality gloves. Long hair should be tucked up, and loose clothes and jewellery should be kept away from the track rollers.
Don’t Overload The Conveyor
Sometimes we all want to have our work completed quickly. However, it doesn’t mean that you should overload your conveyor. It may break and the recovery of it will take even more time. So, don’t hurry. Nor load a stopped conveyor. When the conveyor starts working again and it’s overloaded, it can get overheated and become jammed.
Know The Nip Points
A nip point is a point where two or more rolling parts of a conveyor move toward each other or where one rolling part meets a stationary part. It can easily draw in clothing, tools, fingers or limbs, depending on the power and speed of the conveyor. Therefore, you should be aware of any of them.
Keep It Clean
Keeping your space and equipment clean is significant for safety as well. It’ll help prevent injuries and prolong your conveyor life.
Give It Another Check
Schedule routine checks to ensure that your conveyor works correctly and properly. Use a qualified engineers’ service to make sure that nothing is missed.
If you follow these rules, you will provide safety to your staff and yourself, and have a smooth, uninterrupted workflow and effectively operating conveyor.
If you’re interested in buying a new conveyor system for your workplace, please contact us today.
When Did the First Conveyor Belt Appear?

The origin of conveyor belts goes far back in history. Since the world started manufacturing, they have been an undeniable part of industrial progress and success. In this article, we’ll discuss the reason for the appearance of conveyor belts and whose idea they were.

Benefits Of Adding Automation To Your Warehouse

For many centuries factories didn’t have any automation. Even though it is widely accessible nowadays, there are still many modern warehouses that don’t use automation, instead preferring manual work to it. However, with the highly increased demand for products during the pandemic, many businesses have had to re-evaluate their needs. Supply chain automation offers an incredible help in keeping up with competitors and satisfying customers with a quick and efficient service. Warehouse automation systems have become one of the main keys to success for many companies, and it can help yours today with Midland Handling Equipment Ltd!
Here are some important benefits of including automated equipment and systems in your warehouse:
Cost Saving
Warehouse automation helps to save business costs. The installation of a conveyor system is a long-term investment which can lead to new levels of success, bringing the potential for expansion of a worksite and more potential customers.
Health and Physical Safety of Employees
Having conveyors installed means a significant reduction of work-related traumas and injuries. Automated solutions are created to lift heavy or awkwardly shaped goods decreasing correlated health risks. In addition, with the assistance of a conveyor system, warehouse employees spend much less time walking which minimises their physical fatigue.
Higher Levels of Control
The installation of a conveyor system saves warehouse employees’ time and energy to focus on their work accuracy. Increased quality of work is followed by its efficiency in the long run. To be precise and accurate at work helps a business company to develop and profit.
Adaptiveness
Automated warehouse systems vary greatly to be suitable for a range of different industries and functions. They adapt to different sizes and weights which is one more advantage to consider their installation.
If you are interested in adding automation to your warehouse, then don’t hesitate to get in touch with us now at Midland Handling Equipment Ltd! We have enjoyed almost four decades of successful business and are well known in the industry for our dedication and commitment.

How Do I Choose The Right Conveyor Belt?
 Choosing the right conveyor belt for your application can be of significant importance, and there are a number of factors that come into play that will determine which one is right for you. In this guide we look at some of the considerations to help give you a better idea on what to look for.
Choosing the right conveyor belt for your application can be of significant importance, and there are a number of factors that come into play that will determine which one is right for you. In this guide we look at some of the considerations to help give you a better idea on what to look for.
A conveyor belt is used across many industry types from transportation, material handling, assembly lines (such as the production of cars), and distribution. One of the most popular and public places you can see conveyor belts in use is at airports. They help convey many types of materials from small such as grains, to large such as ship propellers. Over the years it has made moving materials much easier, and helped a smooth and constant flow.

Selecting a Conveyor Belt for Your Application
Conveyor Belt Material
Let’s look at the conveyor belt from a material aspect to begin with. Did you know that conveyor belts come in various types of material? Your standard and most popular being rubber, but you can also get nylon, metal, polyester, and silicone conveyor belts. Which should you get? This depends on what you need to use it for; if you are carrying across heavy goods then something such as steel would be a great belt. Foods or packaging, you could look at the silicone and polyethylene types of conveyor belt. Generally rubber is chosen a lot because of its flexibility.
Conveyor Belt Size
Dimensions such as your length and width are a major factor depending on what you are looking to carry across the belt. This will also rule in and rule out some belt materials. Make sure the belt caters to the dimensions of what will be on it.
Conveyor Belt Weighting
Have you weighed the items that will be carried across the belt? Again this will rule out some belt types. Are you carrying something small and heavy, or something large and light? Or vice-versa. Some belts may warp, bend or fail if the item on top is too heavy for the belt you have.
Conveyor Belt Incline or Decline
Another overlooked factor is whether you need a decline or incline. Will you be carrying large items up a conveyor belt? If so you will need a conveyor belt material that has some grip, especially if your product is heavy. In some cases you may also need a stopper to keep things firmly in place. Another consideration you may want to put some thought in.
Other Considerations
Other considerations can include whether the product has sharp edges that may damage your conveyor belt, whether the item you are conveying is super-hot, or super-cold. The shape of the building you are looking at introducing your conveyor system to can also impact the system you require. Circular conveyors provide excellent flexibility and maximum use of space. These little overlooked elements all play a wider part in which conveyor belt is best for you.
Still unsure on which belt is right for you? Just drop us a message or give us a call and we can help guide you through the process of selecting the right conveyor belt.

What Are The Most Common Types of Industrial Conveyors?

Whether it’s being used for in the production line for a car manufacturer, or to move bottles around a warehouse for capping, industrial conveyors come in a variety of different shapes and sizes and have all kinds of important uses.
Generally as a rule of thumb you have floor mounted conveyors and then you have overhead conveyors to maximise floor space and to help move anything from packaging foods to wet spray painting around a warehouse.
So to answer the question posed in the title of this article. These are the main types of conveyor that you will come across in a warehouse environment:
Belt Conveyor
A belt conveyor or conveyor belt as more commonly known is your main type of conveyor. It’s the simplest to use and essentially moves one object from one side of the belt to the other-side at a speed set by the user.
Gravity Roller Conveyor
Instead of a flat belt moving items from one side to another, gravity rollers are a set of rollers that are positioned either side of a conveyor to help objects from one end to another by themselves. To move by themselves the rollers need to be positioned at an angle.
Chain Conveyor
With the first two simple and most common conveyors covered we now look at the more intricate rollers, the first being a chain conveyor that is a slow moving conveyor. The chain conveyor is floor mounted and is used primarily for moving around heavy objects around such as engines, pallets and containers. The chain has three contact points situated on each outer-side and down the middle of the conveyor.

Slat Conveyors
A slat conveyor is very similar in looks to your standard belt conveyor, just replacing the belt with slats. The slat conveyor is also essentially a two-strand chain conveyor with slats connected to the chain. They are ideal for loading and unloading high-temperature ovens, heavy products or dirty and arduous conditions.
Overhead Conveyor
The standard overhead conveyor is made up of chain that runs inside the track, to carry objects around a specific course. The overhead conveyor is usually ideal for painting and finishing, as the object can be hung and moved around to dry.
Perfect for items that are long or tall in nature.
Power and Free Conveyors
Also in the overhead conveyor family is the power and free conveyor. It’s like a regular motorized overhead conveyor, except it has two tracks. In one track, the chain is continuously running. In the other track, the trolleys are moved along by the chain with pusher mechanisms. They can start, stop, buffer and re-sequence which makes them a very popular choice of overhead conveyor.

What Are The Types of Material Handling?
What is Material Handling Equipment?
Before we begin to look at the different types of material handling equipment, we thought it would be a good starting point to summarise what material handling is.
Material handling equipment is a broad term that identifies a range of tools, storage units, vehicles and appliances. The equipment is usually found in numerous industry types, to aid in the transporting, storing, controlling, enumerating and the protection of products at any stage of the manufacturing process.
There are 3 main types of material handling, which we have highlighted below.
Storage and Handling Equipment
When we talk of storage and handling equipment we often refer to shelves or racks onto which materials may be stacked in an orderly manner to await transportation or consumption. Usually, this equipment comes into play during down periods in production, or when materials aren’t being transported.
Types of Storage and Handling Equipment
- Pallet racks, drive-through or drive-in racks, push-back racks, and sliding racks.
- Stacking frames.
- Shelves, bins and drawers.
Engineering Systems
Usually engineering systems are fully automated, compared to the non-automated systems of storage and handling. Shuttle systems are one of the more popular Engineering systems in place, and they work hand-in-hand with storage solutions. For example, the Automated Storage and Retrieval Systems includes many racks, shelves, and storage structures where shuttle systems can locate and retrieve specific products from an inventory. Typically you will see this system in play at the major Amazon warehouses where thousands of orders come in each day and product locating and retrieving is a pivotal part of a smooth flowing business.

Types of Engineering Systems
- Conveyor systems
- Robotic delivery systems
- Automatic Guided Vehicles (AGV)
Bulk Material Handling Equipment
Whether it’s liquid, mineral, food or other, the bulk material handling equipment process uses equipment that can cope with high demands and items in loose form. Typically conveyor belts such as bottle conveyors that have to deal with individual bottles on a large scale basis, is a prime example of how a bulk material handling system works.

Types of Bulk Material Handling Equipment
- Conveyor belts
- Stackers
- Reclaimers
- Bucket elevators
- Grain elevators
- Hoppers
- Silos

Overhead Trolley Track Systems
Midland Handing Equipment Limited specialise in many Overhead Trolley Track Systems which are designed for rolling applications, from small to large.
What Are Overhead Trolley Track Systems Used For?
There is a wide and varied use for these types of systems, and you will see them appear in many different places. For example, they are used in gyms, warehouses, factories, restaurants, and used for displays.
They are even widely used in sliding doors for buildings, lorries, cabinets and shutters.
The solutions we provide here will help support product lines that need to roll or slide, using an enclosed roll formed track, on structural beams, on round or square tube.

Contact Us
Our team of professionals are on hand to answer any questions that you may have regarding the use of these in your applications. So to learn more about how our Overhead Trolley Track Systems can help you, please contact us today for a quick chat.
The Importance of Precision Engineering in the Manufacturing Industry
Without precision engineering, the modern manufacturing industry would be completely different today. Manual manufacturing has many shortcomings like the low tolerance for deviations in measurements and the demand to produce numerous exact components is also another requirement that manual manufacturing cannot handle. Precision engineering is best equipped to handle the fine requirements of technology and guarantee simultaneous and mass production of components.
Modern machinery requires more precise requirements and measurements which calls for even more precise requirements for the machinery used to make the components. The tiny parts inside a smartphone are a good example. They require high precision and are produced in high quantities which requires more advanced machinery compared to what was used to make the printing press back in the day.
Unlike manual manufacturing, precision engineering relies on computer programs that dictate the processes with incredibly high accuracy to within 5 microns. Even better is that these systems are able to mass reproduce the same components with the same accuracy over and over again. This makes mass manufacturing easier even with tiny and complex parts.
How is Precision Engineering Used?
A 3D image of the component being made on the precision machine is first made to make sure that pinpoint accuracy is achieved. The 3D image is fed into a software programme which calculates the movements, angles, and cuts to make sure the cut is according to the design required. The software also makes sure that the same angles, movements, and cuts can be repeated many times without deviation.

Precision engineering has a lot to do with some of the machines that are available in the manufacturing industry today and there are plenty of benefits associated with precision engineering in the manufacturing industry. Some of these advantages include;
Prolonged running life
There is less wear and tear and fatigue when the components of a machine are created with precision. The don’t rub and collide with each other which allows the machine and its components to run longer and enjoy an extended lifespan which is not the same case with parts that have been manufactured manually.
Cost-effective
Precision engineering can lower the initial costs and the running costs. With a longer running life and less maintenance required because of the accuracy with which the parts are made, reworking, scrapping, and a waste of components is reduced. The ability to mass produce with the same accuracy and quality also reduces the time required and fewer inspections are done. The quality of components is uniform and for a business, this means better and higher profit margins.
Reliability
With mass production, even a slight error can translate into millions of customer complaints and dissatisfaction. This can cost your business heavily in reimbursements to the unhappy customers and might also affect the reputation of your business. With precision engineering, all components have the same accuracy and quality ensuring reliability on quality and accuracy.
Safety
By removing human error, you are able to produce components that are more accurate and safer to use with reduced chances of malfunction or failure that would damage property or cause injury to people. The damage to your brand as a result of injury to people can be very costly as the claims pile up.
Precision engineering ensures safety and high standards are met in the manufacturing industry. It has also been responsible for the creation of machines that would have been impossible to make in the past.